| Home | Project | Parts | Contact us |
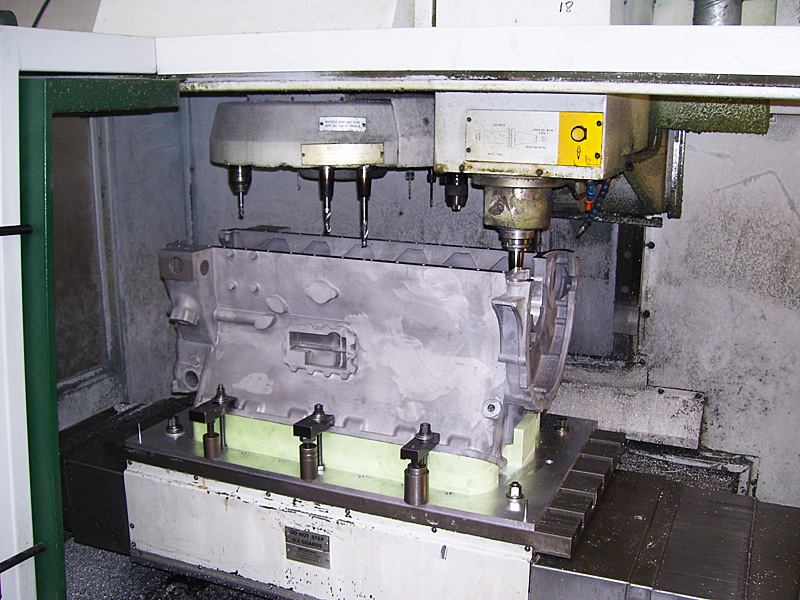
Machining commences. Work on the first block was tediously slow because it was necessary for the machinist to sign off each operation provided by the software. As there are approximately 1,000 operations the process must require the patience of a saint. Phase 1 of the process is on a 3-axis machine where the lower face is accurately cut and the first pass on the upper main bearing supports is taken. |
 |
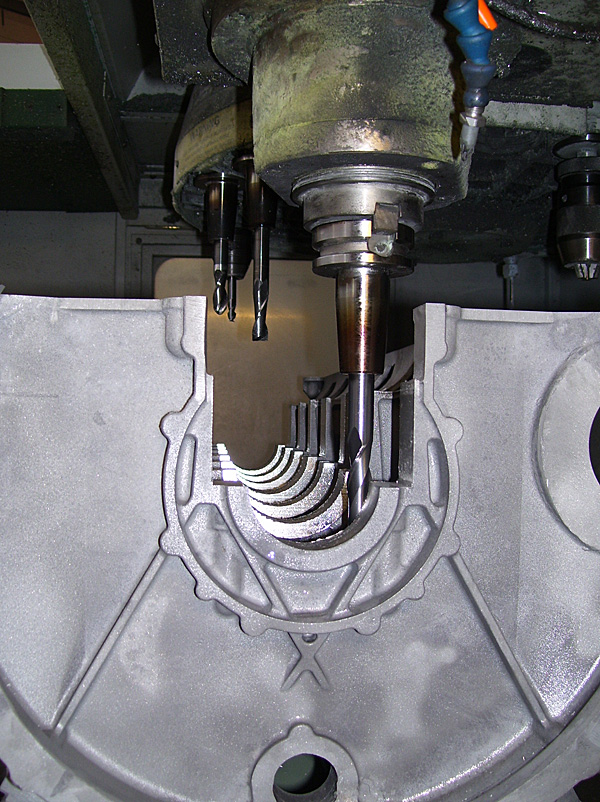
With the block inverted and viewed from the rear. The faces for the main bearing caps are accurately milled, stud holes cut and threaded, upper bearing supports cut to the correct thickness and the bearing supports roughed out in readiness for line boring. |
 |
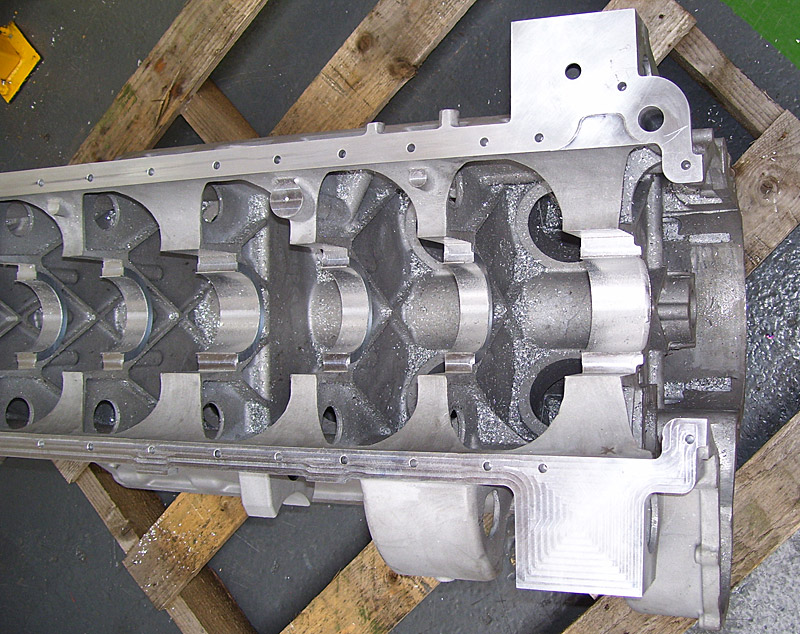
Phase 1 processing completed. This work establishes the datum for the following phases that take place on a much larger 5-axis machine. |
 |
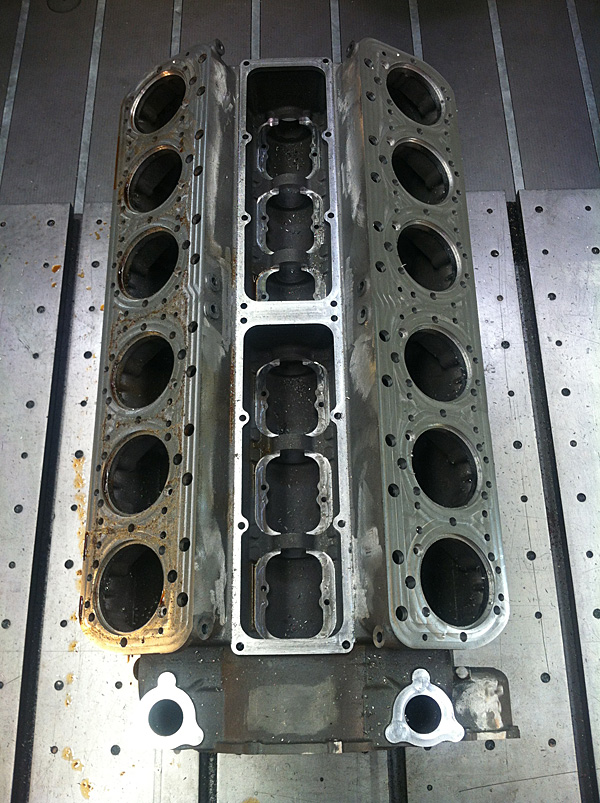
Fire faces being machined.
|
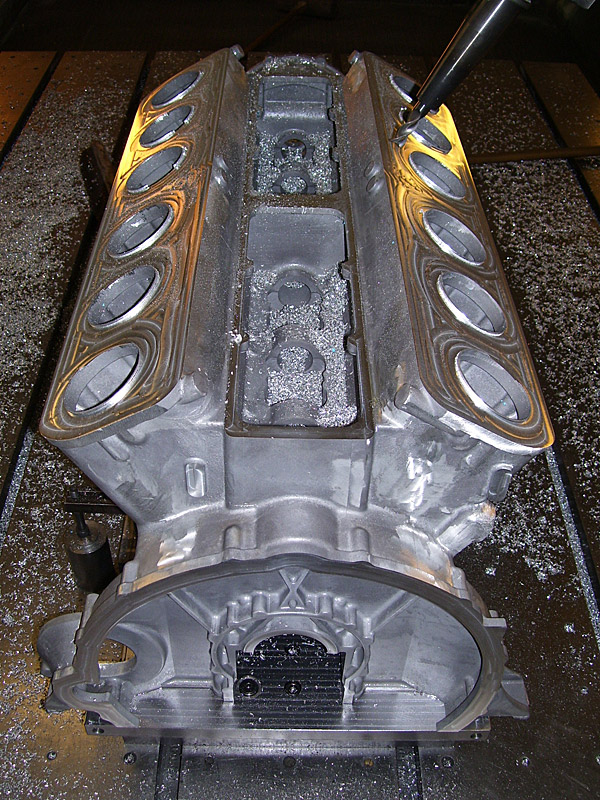 |
| Each fire face has been counter-bored to accept the wet liners. In addition there are 32 counter-bored and threaded head stud holes, 12 push rod and 24 water passage holes. Yet to be inserted on each face are two tapered holes that have tapered, hollow dowels for positioning the cylinder head gaskets. | 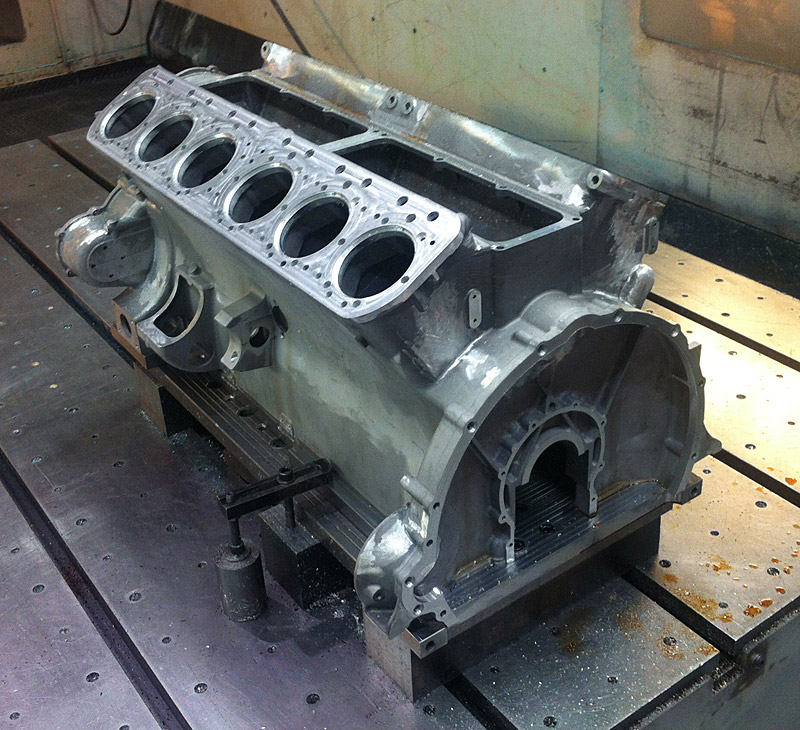 |
The two side walls have various threaded and plain holes. The front and rear closing faces have been drilled to accept various threaded inserts, studs or bolts. The rear exit for the crankshaft has been machined to accept the rear bearing, oil scroll and pressure chimney that sits in front of the flywheel. |
 |
A top view showing the two-section cam well. The faces for the covers have been machined, as have the 6 pairs of seats for the cam follower castings. The cam bearing bridges have been cut down to the correct widths but will not be finished until the line boring process that ensures accurate positioning between the camshaft and crankshaft. Getting closer... |
 |
© Copyright 2011-2015 Phantom Engineering Limited.